Answer to Question 1
The pressures associated with blow molding are far less than the pressures in injection molding. Therefore, deformation is less likely. Another reason for the ability to use aluminum in blow molding is that the material does not flow along the mold surface but rather is pressed against the surface. The flow of the plastic along the surface, as occurs in injection molding, is abrasive and wears out the mold. One further reason that aluminum can be used is the lower temperature of the material when it touches the mold. The high temperatures of injection molding resins when they enter the molds cause thermal shrinkage and contribute to abrasive wear.
Answer to Question 2
The sprue puller has an undercut that holds the part against the B side.
The B side has a smaller taper than the A side and so the part does not pull away from the sides as readily.
The B side is cooled and that causes the part to shrink against the B cavity.
Answer to Question 3
The clamping force can be calculated from the equation:
Clamping force = (injection pressure) (total cavity projected area). In this case the total cavity projected area is 140 square inches. If we use the assumption of 2.5 tons of pressure
Answer to Question 4
The vent is a small opening from each cavity that allows air to escape as the resin enters. If the vent were not present, hot air could be trapped and burn the resin as it enters, thus causing a discoloration. The air could also build to such a pressure that the resin may be prevented from completely filling the mold. The vents should be large enough that the air will freely leave the cavity with the injection of the resin, but not so large that the resin will flow through them.

 California ground squirrel (Spermophilus beecheyi) in the man-made rocky shoreline of the Berkeley M
California ground squirrel (Spermophilus beecheyi) in the man-made rocky shoreline of the Berkeley M
 “To confess my weakness,” Hamilton wrote when he was only fourteen, “my ambition is prevalent.” This
“To confess my weakness,” Hamilton wrote when he was only fourteen, “my ambition is prevalent.” This
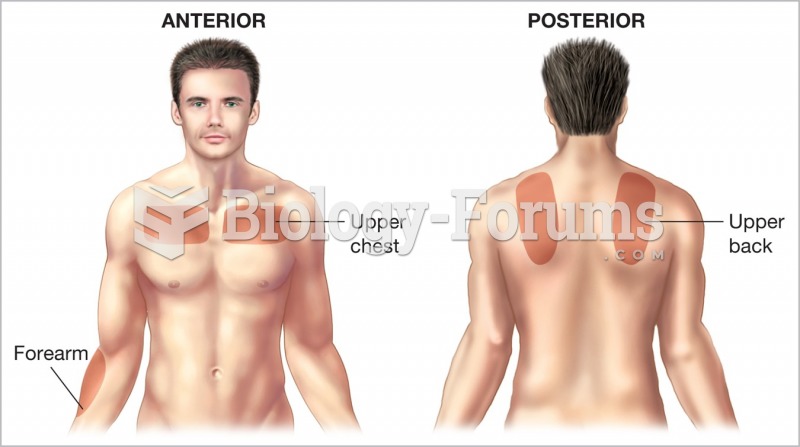 Administering an Intradermal Injection
Administering an Intradermal Injection
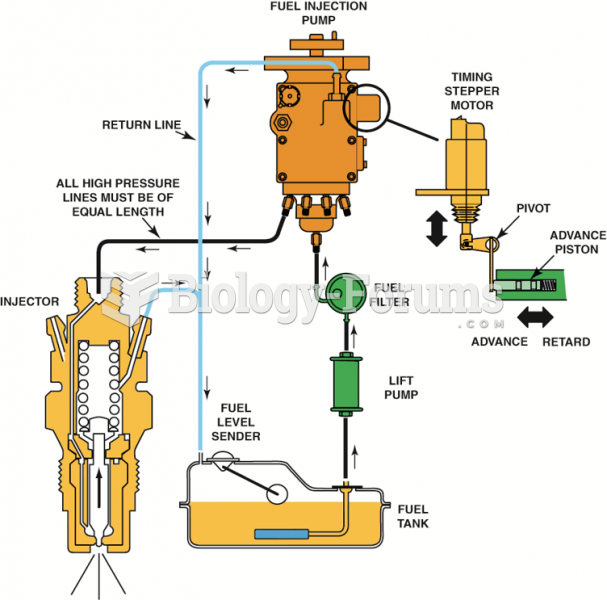 A schematic of a Stanadyne diesel fuel injection pump assembly showing all of the related ...
A schematic of a Stanadyne diesel fuel injection pump assembly showing all of the related ...
 Subcutaneous Injection
Subcutaneous Injection
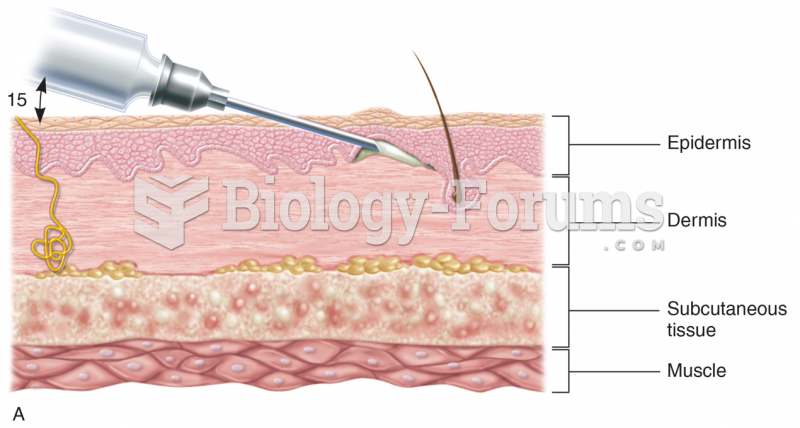 Angles and Depths of Injection for Intradermal
Angles and Depths of Injection for Intradermal